
コールドジョイント(冷たいはんだ付け)を防ぐ完全ガイド|適正温度 - 技術 - ツール
電子基板プロジェクトにおいて、信頼性の低い接続に悩まされていませんか? それは「コールドジョイント(冷たいはんだ付け)」が原因かもしれません。はんだが正しく溶けず、部品と基板パッドにしっかり接着できない場合、この不良接合が発生し、電気的な接続障害や回路の断線を引き起こします。
本記事では、はんだごての温度設定、正しいはんだ付け技術、そして適切なツール選びに焦点を当て、コールドジョイントを効果的に防ぐ方法を詳しく解説します。鉛フリーはんだにおける冷接対策にも対応し、誰でも強固で信頼性の高い接合を実現できるようサポートします。
コールドジョイントとは?その症状と問題点
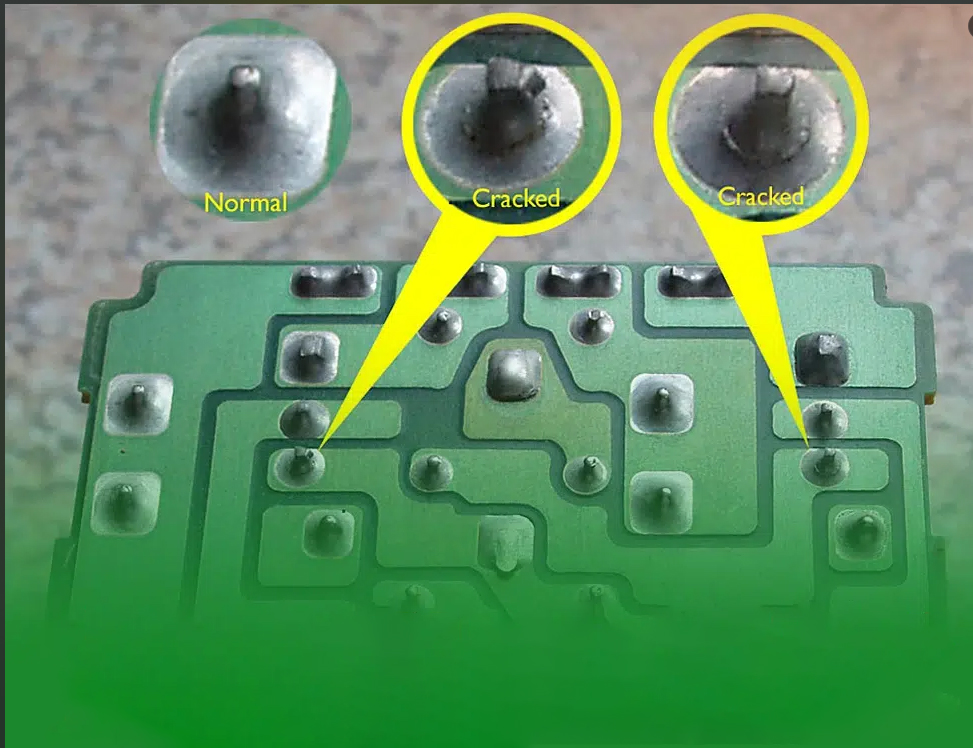
コールドジョイントは、はんだが完全に溶けきらない、または金属表面への濡れ性(ぬれ性)が不十分な場合に発生します。見た目は光沢がなく、ざらついた質感や亀裂が見られることが多く、機械的強度や導通性に欠けるため、次のような問題を引き起こします:
間欠的な接続不良
回路性能の低下
最悪の場合、完全な回路断線
コールドジョイントの主な原因
以下のような要因が、冷たいはんだ付けを引き起こします:
1. 加熱不足
はんだごての温度が低いと、はんだが完全に溶けず、接合部にしっかり流れ込まないため、接着不良になります。
2. 表面処理の不良
パッドやリードに酸化物、油分、汚れがあると、はんだが表面に流れにくくなります。
3. フラックス不足
フラックスは表面を清浄化し、濡れ性を高める重要な役割を持ちます。不適切な種類や量が不良接合の原因になります。
4. 冷却中の動き
はんだが固まる過程で部品が動いてしまうと、ひび割れや不完全な接合を引き起こします。
5. 鉛フリーはんだの特性
鉛フリーはんだは融点が高く、流動性が異なるため、コールドジョイントが起きやすくなります。
適正なはんだごて温度の目安
はんだごての温度設定は、コールドジョイントを防ぐための最重要ポイントです。
使用用途 | 推奨温度(鉛入り) | 推奨温度(鉛フリー) |
小型部品(抵抗 - コンデンサ) | 260°C 280°C | 300°C 320°C |
大型部品 - GND層 | 300°C 315°C | 320°C 350°C |
温度調整が可能なはんだごてを使用し、用途に応じて設定を最適化してください。
こて先は常に清潔で、はんだの薄い層(ティン)で覆っておくことで熱伝導性を向上させます。
適切なフラックスの選び方と使用法:
フラックスは金属表面を清掃し、酸化を除去してはんだの濡れ性を高める役割を果たします。
松ヤニ系(ロジン):一般的な電子工作に最適。残渣が非腐食性で扱いやすい。
ノークリーニングタイプ:残留物が少なく、後処理が不要。ただし酸化が強い面には効果が弱い。
水溶性フラックス:高活性で酸化除去力が強いが、腐食性があるため洗浄が必須。
初心者には、扱いやすく安定した性能の松ヤニ系フラックスがおすすめです。
冷たいはんだ付けを防ぐ正しいはんだ技術
1. 表面の清掃:アルコールとブラシでパッドやリードをきれいにします。
2. こて先のティン:作業前には新しいはんだをこて先に載せて熱伝導を良好に保ちます。
3. 両面を同時に加熱:部品のリードとパッドの両方にこてを当て、1~2秒ほど予熱します。
4. はんだの適量供給:自然に流れる程度の量を供給し、過剰供給は避けます。
5. 冷却中は静止:3~5秒間は部品を動かさず、固まるまで静止を保ちます。

コールドジョイントを防ぐための必須ツール
温度調整可能なはんだごて(30-60W)
松ヤニ入りの高品質はんだ(SAC305など)
フラックスペンまたはフラックスペースト
はんだ吸取器またははんだ吸取線
拡大鏡またはデジタル顕微鏡
高品質なツールは作業効率を高め、冷たいはんだ付けの発生率を大きく減らします。
冷たいはんだ付けの見分け方と修復法
見た目でわかる症状:
表面が鈍くざらついている
亀裂や分離が見られる
導通不良や高抵抗(1Ω以上)の異常
修復手順:
1. 接合部に新しいフラックスを塗布
2. こてで2?3秒加熱
3. 少量の新しいはんだを追加して再流動
4. 固定したまま冷却
5. 必要に応じて古いはんだを除去してやり直し
無鉛はんだにおける特別な注意点
高温設定が必要(320-350°C)
高品質なフラックス使用を推奨
迅速かつ効率的な作業が重要
無鉛はんだは特性が異なるため、より慎重な管理が必要です。
まとめ:コールドジョイントを防ぐための最終チェックポイント
はんだごては温度調整式を使用
こて先の清掃とティンを習慣化
万全な表面準備とフラックス使用
作業後はテスターで導通確認
作業は焦らず丁寧に
冷たいはんだ付けはPCB実装の品質を大きく左右します。正しい知識と準備、そして適切な温度 - フラックス - ツールを活用することで、誰でもプロレベルの接合品質を実現することができます。

